
7 лучших сварочных электродов — Рейтинг (Топ 7)
Электроды для ручной сварки углеродистой и нержавеющей стали
Автор: Степан Кагнер
Обзор лучших электродов для ручной сварки углеродистых и коррозионно-стойких сталей составлен при использовании публикаций журналов «Сварка и диагностика», «Металлургический бюллетень» и других специализированных источников. В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе – рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным – можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Лучшие электроды с рутиловым покрытием
|
ESAB-SVEL ОК 46.00 160 (за кг) Рутилово-целлюлозные электроды, производящиеся в России под контролем шведского концерна ESAB. Электроды этой марки можно уверенно назвать одними из лучших в своей ценовой категории – они легко горят даже при частичном отсыревании, могут работать в любом направлении шва на постоянном и переменном токе, причем минимальный порог тока, необходимого для уверенного горения, у них заметно ниже в сравнении с другими распространенными типами рутиловых электродов. Благодаря этому использование OK 46.00 при сварке тонкостенных деталей значительно упрощает работу даже профессиональному сварщику, не говоря уже о начинающих. Эти электроды мало чувствительны к загрязнению поверхности и позволяют сваривать даже сильно пораженный коррозией металл без тщательной предварительной зачистки. Образующийся в сварочной ванне шлак легко отделяется, остывший шов имеет отличные прочностные характеристики и вязкость. Даже сильно отсыревший электрод не требует особых мер по его «реанимации» — прокалка может вестись при температуре всего 70-90 градусов. Основные плюсы:
Минусы:
|
 9.6 / 10 Рейтинг Отзывы Пожалуй, это лучшие из доступных электродов такого типа. Особо радует, что они производятся у нас в стране – по сравнению с поделками СЭЗ или ЛЭЗ разница огромная. |
|
Lincoln Electric Omnia 46 130 (за кг) Американская фирма Lincoln Electric специализируется на сварке уже более ста лет, а первый созданный ей электрод с обмазкой был выпущен на рынок еще в 1927 году. Опыт в разработках не прошел даром: сравнительно недавно выпущенные на рынок электроды с рутилово-целлюлозной обмазкой Omnia 46 заслужили и признание сварщиков, и достойное место в рейтинге лучших сварочных электродов от «Эксперта цен». Учитывая доступную цену, они станут прекрасным выборов для новичков, так как легко разгораются даже на бюджетных инверторах без функций облегчения розжига. Длина дуги не требует четкого контроля, так как электроды мало чувствительны к ее изменению в разумных пределах. При горении Omnia 46 образуется сравнительно малое количество разлетающихся искр – а это не только удобство в работе, но и пожарная безопасность. Легкое отделение шлака позволяет работать ими по ржавой и загрязненной поверхности. Образующийся шов отличает высокая прочность, сравнимая с многими электродами, имеющими основную обмазку, что позволяет применять Omnia 46 при сварке работающих под давлением трубопроводов. Основные плюсы:
Минусы:
|
 9.5 / 10 Рейтинг Отзывы Купив «для пробы», был сильно удивлен качеством недорогих, в общем-то, электродов: зажигаются как бенгальский огонь, горят ровно, не забивая шов шлаком. |
|
ОЗС-12 (СпецЭлектрод, Москва) 110 (за кг) Достаточно качественные электроды, имеющие сертификацию НАКС для применения при сварке низкоуглеродистых сталей на ответственных и опасных объектах. Шов при использовании этих электродов легко и ровно ведется, после остывания покрываясь легко отделяющейся корочкой шлака. Его прочность при этом не хуже, чем при использовании большинства типов распространенных рутиловых электродов, отсутствует склонность к растрескиванию или образованию крупных включений шлаков. Однако все эти качества требуют соблюдения двух правил. Во-первых, обмазка электродов ОЗС-12 – одна из наиболее чувствительных к отсыреванию, что для рутиловых электродов нетипично. Перед каждым применением электроды требуют тщательного прокаливания при температуре около 150 градусов в течение часа, что делает их не самым удобным вариантом для сварки: в конце концов, точно так же придется прокаливать и основные электроды, но они обеспечат более прочный шов. Во-вторых, зона сварки требует зачистки – крупные включения загрязнений из ванны удаляются плохо, снижая качество шва. Основные плюсы:
Минусы:
|
 9.0 / 10 Рейтинг Отзывы Лучше всего покупать их в маленьких пачках – так они меньше успевают отсыреть при хранении. Сухими дают приличный шов даже в руках «гаражных Кулибиных». |
|
Ресанта МР-3 160 (за кг) Рутиловые электроды типа МР-3 можно назвать одними из самых распространенных, но это одновременно является их главным минусом: продукция различных заводов значительно различается по качеству, и часто оно оказывается весьма посредственным – отсюда и определенное недоверие, которое испытывают сварщики к этой марке. Произведенные под брендом «Ресанта» электроды можно назвать удачными (особенно в сравнении с электродами ЛЭЗ того же типа). Сохранив все плюсы серии (легкость розжига и ведения дуги в любом направлении, возможность работы по ржавчине), они не имеют вместе с этим и распространенных дефектов – склонности к образованию шлаковых язв и пор, перекристаллизации при повышенном содержании углерода в свариваемых деталях (хотя для высокоуглеродистой стали по-прежнему подходят слабо). Чувствительность к отсыреванию у них выражена несколько больше, чем это привычно для МР-3, и режим прокалки также жестче: не менее часа при 150-170 градусах. Основные плюсы:
Минусы:
|
 8.7 / 10 Рейтинг Отзывы По-прежнему не могу назвать МР-3 лучшими из электродов для кого-то, кроме новичков, но в числе прочих «Ресанте» удалось выделиться и приятно удивить качеством. |
Лучшие электроды с основным покрытием
|
Kobelco LB-52U 350 (за кг) Эти электроды производятся в Японии дочерним предприятием одного из крупнейших металлургических концернов этой страны – Kobe Steel, Ltd. Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов. Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2. Естественно, примененное основное покрытие обусловило и ряд специфичных особенностей использования электродов – перед применением обязательна прокалка при температуре до 300 градусов для удаления влаги, в противном случае и горение электрода, и качество шва ощутимо ухудшаются. Также будет ощутима и разница швов, сваренных на постоянном и переменном токе. Основные плюсы:
Минусы:
|
 9.5 / 10 Рейтинг Отзывы Одни из лучших электродов для использования на стационарном посту, но при работе на выезде они не так удобны, особенно при ремонте трубопроводов – слишком быстро набирают влагу. |
|
ОЗЛ-8 (ЛЭЗ) 500 (за кг) Электроды предназначены для сварки сталей с высоким содержанием хрома и никеля, в первую очередь – нержавеющих. Допускается использование только на постоянном токе обратной полярности, короткой дугой. При соблюдении этих условий сварщик может положить прочный шов с минимальной склонностью к коррозии и подкалке, что дает возможность применения электродов ОЗЛ-8 при сварке высоконагруженных узлов, в том числе и работающих в условиях знакопеременных нагрузок. После сварки образуется небольшое количество шлака, который легко отделяется. Шов не растрескивается при остывании, однако следует избегать его резкого охлаждения для исключения вероятности кристаллизации, значительно снижающей прочность. Перед применением обязательна прокалка обмазки при высокой температуре (до 300 градусов). Основные плюсы:
Минусы:
|
 9.1 / 10 Рейтинг Отзывы Хотя это и не самые дорогие электроды по нержавейке, но работать ими вполне можно – шов ровный и прочный, не покрывающийся коррозией. |
|
УОНИ 13/55 100 (за кг) Одни из самых часто используемых при сварке ответственных деталей из углеродистой сталей электроды с основным покрытием. Их отличает не только высокая прочность шва, но и его стойкость к знакопеременным нагрузкам – постоянное циклическое воздействие сжатия и растяжения не приводит к быстрому образованию усталостных трещин. Основная заслуга в этом – материала обмазки: его напоминающий смолу расплав эффективно выводит из зоны сварки все шлаки, исключая появление в остывшем шве шлаковых язв – основных концентраторов напряжения. После остывания шлак приобретает характерный вид застывшего стекла, легко скалывается со шва. Увы, именно эта обмазка одновременно является и минусом электродов УОНИ: их трудно разжечь (начинающему сварщику это зачастую удается только после длительных попыток), повторный розжиг даже после небольшого перерыва уже требует зачистки конца электрода: расплав обмазки моментально «схватывается» на кончике, изолируя металл. Однако, набравшись опыта, сварщик начинает понимать все достоинства электродов данного типа, получая прочные и одновременно эстетичные швы. Основные плюсы:
Минусы:
|
 8.9 / 10 Рейтинг Отзывы Это не электроды для любителя, а инструмент для профессионала, способного управиться с «характером» УОНИ. Но они того стоят. |
Правильный выбор электрода требует учитывать многие факторы. К примеру, при необходимости сварить сталь с высоким содержанием углерода многие сварщики посоветуют Вам электроды УОНИ – но не факт, что в неопытных руках из получится что-то хорошее. Вместе с тем более удобные в работе электроды наподобие ОЗС-12 позволят получить более качественный результат – но только до того момента, когда Вы не освоите сварку более сложными в работе типами электродов.
Нужно учитывать и условия хранения: держать в гараже большинство типов электродов с основным покрытием значит обречь себя на постоянный и длительный прожиг обмазки перед сваркой, которая сама может занимать буквально несколько минут, и рутиловые электроды в таком случае будут более предпочтительными, особенно типы с самой низкой температурой прокалки (ESAB OK 46.00, Omnia 46).
Обновлено: 05.09.2016
www.expertcen.ru
Каким электродом варить 2 мм металл? Что нужно знать для выбора нужного электрода?

Металл толщиной 2 мм (или менее) является тонким. Для соединения материала такой толщины не требуется больших затрат. Чаще всего этот тонкий металл используется для работы с профильными трубами.
Содержание статьи
Сложности при соединении тонких металлов
- В чем главная сложность соединения тонкого металла, так это в том, что при сильном нагревании он прогорает и в нем образуются дыры. Работать с тонким металлом нужно по принципу: «Чем быстрее, тем лучше».
- Сила тока должна быть небольшой, то есть и дуга должна быть короткой. Короткая дуга легко гаснет даже при небольшом отрыве, поэтому рекомендуется использовать при сварке аппараты с хорошими вольт-амперными показателями.
- При воздействии высокой температуры на металлические листы, они могут изменять свою форму: они волнообразно выгибаются. С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
Тонкий металл, как правило, сваривается методом ручной дуговой сварки. Металл 1 мм-1,5 мм толщиной рекомендуется варить 2 мм электродами. Выбор электродов для сварки металлов нужно осуществлять, в том числе, с учетом типа металлического изделия. Соединение тонкого металла выполняется непрерывно на протяжении всей длины сварного шва. Средний показатель сварного тока – около 40-60 А.
Главная цель при соединении тонкого металла – это не допустить прожига.
Виды соединения тонкого металла при ручной дуговой сварке.
- С помощью непрерывной сварочной дуги. В данном случае электрод нужно направлять со средней скоростью. Если будете вести электрод слишком быстро, то проварится не весь шов, а только его верхняя часть. Если вести электрод медленно, то можно прожечь металл.
- С прекращением дуги. Этот способ самый популярный для соединения тонкого металла.
- Точечная сварка.
Как и при при ручной дуговой сварке , так и при сварке металла инвертором, тонкий металл нужно варить очень быстро, чтобы не допустить его остывания.
Как выбрать нужный электрод? Каким электродом варить металл? От чего зависит выбор диаметра?
Одним из режимов сварки дугой является диаметр сварочных электродов. На выбор сварочных электродов определенного диаметра влияет не только положение шва, но и толщины материала.

Выбор диаметра электрода в зависимости от толщины свариваемого металла показан в таблице ниже.
Таблица: диаметр электрода в зависимости от толщины соединяемого металла.
| Толщина металла, мм | 1-2 | 3-5 | 6-11 | 12-24 | 25 и более |
| Диаметр электрода, мм | 1,6-2 | 2,5-3 мм | 4-5 | 5-6 | 6 и более |
Диаметр электрода и их самые популярные модели.
Среди огромного разнообразия электродов, многие из них имеют схожие технические характеристики.
Диаметры электродов для сварки LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Диаметры электродов для сварки АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длина электрода, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
Сварочные электроды МР-3 (зс)
| Диаметра, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3мм | 0,35 |
| 4 мм | 0,45 |
| 5 | 0,45 |
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Для сварки углеродистых и низколегированных сталей используются МТГ электроды 01к или мтг 03. Их еще называют электроды лэз мр.
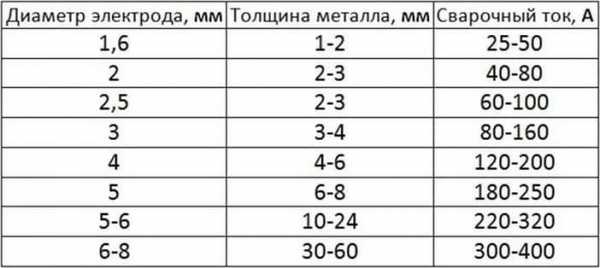
Чем отличаются электроды помимо диаметра? Выбор сварочных электродов зависит также и от материала свариваемых поверхностей. Это необходимо в том числе для того, чтобы совпадала температура плавления электрода и используемого материала.
В данном случае работают элементарные законы физики: чем больше металла требуется расплавить, тем более высокая требуется температура. Следовательно, для повышения температуры, необходима более высокая сила тока.
| Толщина металла, мм | Толщина электрода, мм | Ток, А |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3 и 4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
Особенность электрода марки МР-3С в том, что он справится со сваркой даже металла, который плохо очищен от окислов или иных загрязнений, со ржавчиной или когда поверхности влажные. Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 5кг наплавленного шва, кг |
| 23,5 | 90 | 8,5 |
Подготовка металла и его соединение
- Перед стыковой сваркой тонких металлических листов их необходимо зачистить и обработать. Оставлять ржавчину или грязь нежелательно. Чем лучше подготовишь металл, тем качественнее получится шов.
- Листы нужно расположить друг к другу без наличия зазоров.
- Зафиксируйте их с помощью струбцин.
- С использованием коротких швов прихватывайте элементы с интервалом 7-10 см. Это делается для того, чтобы детали не сместились, и чтобы уменьшить вероятность возникновения изгибов.
Соединение тонкого металла инвертором
Положительная особенность инверторов выражается, прежде всего, в том, что можно варить, используя обратную полярность. То есть, электрод будет нагреваться больше, а металл – меньше.

При сварке инвертором нужно использовать размеры электродов от 1,5 до 2 мм с высоким коэффициентом расплавления, тогда шов будет качественным. Сила тока устанавливается небольшая: примерно 30-45 ампер для 1,5 мм электрода и 40-60 ампер для 2 мм.
Для того, чтобы минимизировать степень нагрева тонкого материала, детали нужно поставить вертикально и варить сверху вниз. Угол наклона примерно 30-40 градусов.
Техники и методы соединения тонких металлических листов
В каждом конкретном случае важно определить, какой техникой нужно руководствоваться при соединении тонкостенного материала.
 электроды для тонкостенного материала
электроды для тонкостенного материалаМетод отбортовки подразумевает отгибание кромок листа на необходимый угол и скрепление его поперечными швами через каждые 5-10 см. Потом нужно проложить непрерывный шов сверху вниз.
Однако, не всегда получается варить непрерывный шов без прожигания материала. В таком случае, можно пробовать оторвать буквально на несколько мгновений дугу и опустить электрод обратно в то же самое место, продвигая его на пару миллиметров. Это делается для того, чтобы металл успевал остывать во время отрыва дуги. Самое главное правило при осуществлении таких действий – не дать остыть металлу слишком сильно.
Стыковая сварка тонкого железа сложно осуществима. Лучше осуществлять ее внахлест.
При стыковой сварке между листами можно разместить проволоку. В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
Между листами вместо проволоки можно разместить медные пластины. Медь имеет хорошую теплопроводность, примерно в 7 раз выше чем у стали. Пластины укладывают под место сварки, и она «забирает» тепло себе, не допуская перегрева металла.
Соединение оцинковки
Оцинковка, то есть оцинкованная сталь, это обычная сталь, чаще всего в листах, только покрытая цинком. Толщина покрытия электрода цинком может быть различной. Если вам нужно ее сварить, весь цинк нужно удалить с кромок. Это можно сделать следующими способами:
- Удалить механически с помощью болгарки, шлифовальной машинки, наждачки или металлической щетки
- Выжечь с помощью сварки. Правда, в процессе этого испаряется цинк, пары которого ядовиты. Поэтому, подобные работы нужно осуществлять на улице или в помещении, где имеется исправно функционирующая вытяжка.

Таким образом, соединение тонких пластин металлических изделий требует наличия у специалиста определенных знаний и практики. Правильно с первого раза осуществить такой процесс очень сложно. Сделать правильный выбор электродов для сварки можно руководствуясь таблицами выше. Важно помнить, что диаметр электрода в зависимости от толщины свариваемого металла следует подбирать с умом. Таким образом, нужно понимать, из каких условий выбирают и какими показателями нужно руководствоваться, чтобы соединить тонкостенный металл качественно. В представленных ниже видео показано, как именно осуществлять сварку металлических пластин, какой электрод, технику и метод сварки выбрать.
[Всего голосов: 3 Средний: 3.3/5]svarkaed.ru
Сварочные электроды: какие лучше для инвертора?
Многие начинающие сварщики задаются вопросом о том, какие электроды для инвертора лучше выбрать. Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Такое оборудование обычно используется при дуговой сварке методом плавления. Инверторы отличаются неизменной стабильностью и показателями сварочного тока, что обеспечивает сверхпрочное соединение за счёт высокого качества шва. В роли одного из главных составляющих описываемой сварки выступает электрод. Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Какие электроды выбрать

Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
- Св-08Х3Г2СМ.
- Св-08ХН2ГМТА.
- СВ-08ХГСМФА.
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться с углеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО. Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной. Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.
Популярные виды электродов

Если вы не можете определиться с выбором, то следует обратить внимание на наиболее востребованные марки, они выглядят следующим образом:
- УОНИ–13/55.
- МР–3С; МР–3.
- АНО.
Первые популярны среди опытных мастеров. Эти стержни позволяют добиться качественного шва, что верно при низких температурах внешнего воздуха. При этом показатели плотности остаются оптимальными.
Решая вопрос о том, какие электроды лучше для инвертора, стоит обратить особое внимание на стержни МР–3С, которые применяются при необходимости выполнения шва с высокими требованиями по качеству. Эти электроды применяются для соединения элементов постоянным и переменным током обратной полярности.
Наиболее универсальной маркой является МР–3, с ее помощью можно соединить металлические заготовки с загрязнённой поверхностью, ржавые и влажные конструкции. Наиболее покупаемыми среди россиян являются АНО. Они не требуют предварительной прокалки, а зажечь их можно без особых усилий. В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
Выбор электродов для разных материалов

Перед тем как начинать работы, необходимо вспомнить о том, что изделия из разных материалов требуют определенных электродов. Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы всё ещё решаете вопрос о том, какие сварочные электроды лучше для инвертора выбрать, то следует обратить внимание на АНО–6. Они предназначены для изделий из малоуглеродистых сталей. В данном случае речь идет о стержнях с ильменитовым покрытием.
Малоуглеродистые стали свариваются ещё и АНО–4, которые имеют рутиловое покрытие. Разные марки чугуна можно соединить с помощью ОЗЧ–2. Приобретая электроды, вы должны поинтересоваться, имеют ли они эпидемиологические сертификаты, которые гарантируют качественную сварку. Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Для справки

Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Выбор электродов для аппарата «Ресанта»

Независимо от того, какая марка аппарата будет использоваться для сварки, электроды выбираются по вышеописанной схеме. Если перед вами встал вопрос о том, какие электроды лучше для инвертора «Ресанта 190» выбрать, то вы должны руководствоваться настройками силы тока и диаметром стержней. Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Какие электроды лучше для инвертора «Ресанта», интересует многих. Отвечая на этот вопрос, можно утверждать, что диаметр электрода подбирается, как было упомянуто выше, по толщине стали. Если она составляет 2 мм, то диаметр стержня может изменяться в пределах от 2 до 2,5 мм. При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
Дополнительные рекомендации

Выбирая самые лучшие электроды для сварки, вы можете столкнуться с необходимостью приобретения стержня для 13-миллиметровой заготовки. В данном случае диаметр электрода составит 5 мм. Именно такой параметр будет актуален и для заготовок более внушительной толщины. А вот что касается тока, то его выставляют в зависимости от диаметра электрода. Таким образом, из расчёта на 1 мм диаметра необходимо выставить 30 А. Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
В заключение
Если вы уже решили для себя, какие электроды лучше для инвертора «Ресанта 220ПН», учитывая вышеприведенные рекомендации, то должны помнить, что одинаковых и точных настроек на сегодняшний день не существует. Мастер методом ошибок и проб выставляет параметры тока самостоятельно. При больших токах вы должны быть готовы к тому, что сварочная ванна получается менее управляемой и более жидкой.
fb.ru
Как выбрать сварочный электрод?
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла — (чем толще металл, тем больше диаметр электрода).
- Марку стали — (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки — (нижнее, горизонтальное, нижнее тавровое, вертикальное — сварка снизу вверх, потолочное, потолочное тавровое).
Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток. Ниже мы приводим классические параметры, с этими параметрами согласились сварщики, которые работают в профессии не один год.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм. – 40 – 80 Ампер. «Двойка» — пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм. – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает — добавьте 5-10 Ампер, если и 80 Ампер мало — крутите ручку регулировки сварочного тока до 120 А., но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
Диаметр 4 мм. – 110-160 Ампер. Как видите колебание в 50 Ампер, это связанно с тем, какой у вас толщины металл и какой у вас навык работы «четверкой». Мы опять же рекомендуем пробовать с 110 Ампер и по мере необходимости добавлять силу тока.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи. Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) — только постоянный ток. Идеально подойдут для ответственных конструкций.
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB — сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92.18 (новое название OK Ni-Cl) — предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB — им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию — это ОК 96.40. ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
| Толщина металла, мм. | 1.1-2.0 | 3.0 | 4.0-5.0 | 6.0-8.0 | 9.0-12.0 | 13.0-15.0 |
| Диаметр электрода, мм. | 1.5-2.0 | 3.2 | 3.2-4.0 | 4.0 | 4.0-5.0 | 5.0 |
Прямая полярность и обратная полярность.
Если электрод на «+», а клемма на «-«, то больше плавится электрод. — это называется обратная полярность.
Если электрод на «-«, а клемма на «+», то больше плавится свариваемый металл. — это называется прямая полярность.
Постоянный ток — это DC, переменный ток — это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
Покупайте надежную технику, зарекомендовавших себя фирм, а также качественные электроды, тогда сварка будет в радость!
Подбор горелки MIG →← Обзор сварочного полуавтомата Ergomax MIG 140svarkamall.ru
Какие электроды для сварки инвертором лучше: как выбрать
Вы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- основной;
- рутиловый;
- кислый;
- целлюлозный.

- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки;
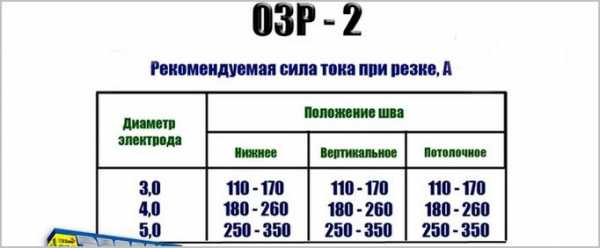
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.

УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистке появляются сварочные поры.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.

Процесс возможен на постоянном и переменном токах, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.

Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.

ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Видео:
Рейтинг марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
- УОНИ–13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупаемые в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
Также, профессионалы советуют применять:
- электроды ЦЛ–11 для нержавеющей и высоколегированной стали;
- АНО–6 и АНО–4 для малоуглеродистых сталей;
- ОЗС–4, УОНИ–13/45, АНО–21, МР–3С для углеродистых сталей;
- ОЗЧ–2 хорошо сваривают сплавы чугуна.
Видео:
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
- прямая;
- обратная.
Прямая полярность: к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).

Обратная полярность: масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированную сталь.

Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговую сварку. Сделать выбор диаметра электрода можете по таблице ниже:

Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:

На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочная ванна получается более жидкой и менее управляемой.
Загрузка…plavitmetall.ru
все, что вы хотели знать
Сейчас в магазинах представлен широкий выбор электродов для сварки. Все они отличаются характеристиками, качеством и, конечно, ценой. Порой продавец в магазине предлагает на его взгляд хорошие электроды для сварки, а на деле оказывается, что их качество не устраивает вас в работе. Начинающим сварщикам непросто разобраться в таком разнообразии, поэтому многие приобретают наиболее бюджетные комплектующие, что не всегда является верным решением.

Мы проанализировали отзывы профессиональных мастеров и составили рейтинг электродов, которые сделают сварочный процесс качественнее и эффективнее. Здесь мы расскажем, какие хорошие электроды для сварки стоит выбрать новичку и какие сварочные электроды лучше для выполнения широко спектра задач.
Содержание статьи
Популярные производители
Электроды самого разного качества производят во всем мире: начиная от России и Китая, заканчивая Америкой и Германией. Зарубежные стержни, как правило, стоят дороже отечественных, но многие сварщики считают, что наша продукция не так плоха, как принято говорить.
Приобретая, скажем, американские электроды вы можете быть уверены в их качестве и хорошем результате работы, но за это нужно платить вдвое больше. И в то же время, приобретая российские электроды вы получаете более низкую цену, но вместе с ней и менее строгий контроль качества на производстве. Электроды какой страны лучше остальных — это давняя тема для спора.
Мы не будем утверждать, что отечественные электроды однозначно хуже, предоставим вам этот выбор. Мы лишь расскажем о лучших электродах, которые нам удалось испробовать. Итак, какие электроды мы рекомендуем к покупке? Судя по отзывам и нашему опыту самые лучшие электроды для сварки производят торговые марки ESAB, Kobelco, Ресанта, УОНИ и Lincoln Electric. Какие-то производители специализируются на изготовлении электродов одного типа, а какие-то производят стержни и с основным, и с рутиловым покрытием.
Сварочные электроды с основным покрытием
УОНИ 13/55
Начнем с модели 13/55 от компании УОНИ. Эти электроды используются для сварки с постоянным током. Мы рекомендуем их для сварки сложных металлических конструкций с повышенными требованиями к качеству сварных швов. Отличительная особенность данной модели — обмазка, выделяющая углекислый газ при горении. Благодаря этому сварочная зона всегда защищена от негативного воздействия атмосферы. Такие электроды стоит недорого, но продаются большими упаковками по 3 кг. Они есть практически в любом специализированном магазине.

Но у такой обмазки есть и отрицательная сторона. Начинающим сварщикам часто довольно трудно зажечь этот электрод, особенно повторно. Чтобы решить эту проблему можно зачистить конец электрода после использования, удалив расплавившуюся обмазку, но это требует дополнительного времени.
Kobelco LB-52U
Это японские электроды высочайшего качества и высочайшей цены 🙂 Стоимость за один килограмм существенно выше, чем у остальных электродов, представленных в нашей статье. К тому же, электроды продаются в больших упаковках по 5 килограмм, что в конечном итоге обходится еще дороже.
Такая высокая цена обуславливается превосходным качеством как самих электродов, так и получаемых сварных швов. Они идеально подойдут для сварки низколегированных сталей, и часто используются для качественной сварки магистральных систем трубопровода. Швы получаются надежными и долговечными, производитель гарантирует высокие показатели прочности (до 600 Ньютон на квадратный миллиметр).

У всех электродов с основным покрытием есть недостаток: их использование может быть затруднительно, если электроды некоторое время лежали на открытом воздухе. Мы рекомендуем прокалить стержни в печи при небольшой температуре (достаточно 250-300 градусов по Цельсию). Таким простым способом можно удалить излишки влаги из электрода, работа упростится, а качество шва станет заметно лучше. Здесь также лучше использовать постоянный ток, но это лишь рекомендация производителя, от которой при желании можно отклониться. Работа с переменным током требует больше опыта.
ОЗЛ-8
Эти электроды для ручной дуговой сварки изготавливаются в России и являются отличным выбором, если вы ищете недорогие и относительно качественные стержни. Мы рекомендуем использовать их для сварки деталей с высоким содержанием никеля. Стержни ОЗЛ-8 можно использовать при сварке высоконагруженных узлов и особо прочных конструкций.

Основной недостаток — необходимость использовать только постоянный ток. При этом дуга должна быть максимально короткой. Только в этом случае сварные соединения будут прочными и устойчивыми к коррозии.
Также после сварки образуется шлак, новичку будет сложно удалить его быстро, но с опытом эта процедура будет занимать у вас не больше минуты. Учтите, что швы не рекомендуется охлаждать, иначе может начаться процесс кристаллизации, что приведет к снижению прочности шва. Швы сами остывают и не растрескиваются. Как и другие стержни с основным покрытием электроды ОЗЛ-3 нужно просушить в печи перед использованием. Из-за этого электрод сложнее разжечь, но это в любом случае необходимый навык, так что не пренебрегайте прокаливанием.
Сварочные электроды с рутиловым покрытием
Lincoln Electric Omnia 46
Компания Lincoln Electric в целом считается одним из лучших производителей электродов в мире. У Lincoln Electric вековой опыт, они были одними из первых, кто выпустил электрод с обмазкой. В штате компании ведущие инженеры Америки, разрабатывающие особые составы для электродов и строго соблюдающие качество на каждом этапе производства. Модель Omnia 46 вышла несколько лет назад и сразу завоевала множество положительных отзывов от профессиональных мастеров. Эта модель стабильно входит в рейтинг лучших электродов.

Вы наверняка сейчас задумались о стоимости таких электродов. Она вас приятно удивит! Несмотря на великолепное качество эта модель из средней ценовой категории и не сильно увеличит себестоимость сварочных работ. В наших магазинах продают большие упаковки по 4-6 килограмм каждая, но одна упаковка все равно стоит недорого.
Модель Omnia 46 особенно популярна среди начинающих сварщиков, поскольку ее можно легко разжечь даже на бюджетном сварочном оборудовании, имея базовые навыки сварки. Кроме того, эти электроды почти нечувствительны к длине дуги и почти не искрятся, что дает им еще одно преимущество. Можно без проблем сварить металл, пораженный коррозией, при этом прочность шва останется высокой. Некоторые умельцы варят этими стержнями трубы, хотя мы не рекомендуем использовать их в таких целях.
ESAB-SVEL OK 46.00
Многие ошибочно полагают, что это сугубо шведский бренд и все электроды производятся в Европе. Это не совсем так. Заводы компании ESAB расположены в России, но продукция изготавливается под контролем специалистов из Швеции и с соблюдением европейским норм качества. У такого подхода есть несколько преимуществ: вы получаете качественный продукт, при этом его цена значительно ниже, чем если бы электроды производились в Европе и транспортировались в Россию.

Это один из лучших выборов по соотношению цены и качества. Сырые электроды все равно горят, подходят для любого сварочного инвертора и разжигаются за секунды даже в руках начинающего сварщика. В работе допускается использование и постоянного, и переменного тока, что не может не радовать.
У этих электродов сплошные преимущества: при их использовании поверхность детали не нуждается в защите, сами стержни не подвержены негативному влиянию влаги и грязи, практически не подвержены коррозии. Также не нужно сильно разогревать аппарат, если электрод остыл, достаточно 80 градусов по Цельсию.
Ресанта МР-3
Это без преувеличения самые распространенные электроды в странах СНГ. О бренде «Ресанта» слышали даже люди, далекие от сварки, не говоря о профессионалах своего дела. Их изделия завоевали большую популярность за счет приемлемого качества при доступной цене и распространенности. Такие электроды можно найти в любом городе.

Единственный минус модели МР-3 — невозможность использования отсыревших электродов. Если изделия долгое время находились без упаковки, прокалите их в печи при температуре до 160 градусов по Цельсию. Эта процедура займет не больше часа. Также мы не рекомендуем использовать данную модель при сварке высокоуглеродистых сталей, лучше выберите одного из претендентов в разделе «сварочные электроды с основным покрытием».
В остальном же Ресанта МР-3 почти не отличается от других стержней с рутиловым покрытием. Электрод можно легко разжечь, дугу можно без проблем вести практически в любом направлении, нет нужды беспокоиться о возможной коррозии или подготовке поверхности металла для сварки. Даже если металл загрязнен и после сварки образуется шлак, его можно легко удалить.
Вместо заключения
Теперь вы знаете, какие хорошие электроды для сварки стоит приобрести. При выборе комплектующих ориентируйтесь на качество электродов, а не на их цену. Не стоит полагаться на самую низкую или самую высокую стоимость, ищите золотую середину. Порой бюджетные электроды отечественных производителей практически не отличаются от зарубежных аналогов за большую цену. Особенно, если вы начинающий сварщик и еще не совсем понимаете, чем отличаются качественные электроды от некачественных. Купите сразу несколько электродов и протестируйте со своим аппаратом. Ведь то, что хорошо для нас, может вам не подойти по многим причинам. Желаем удачи!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Какие электроды лучше для сварки инвертором?
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.

Современный рынок предлагает десятки типов электродов для сварочного аппарата, и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды, их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Содержание статьи
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.

Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора. Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью.
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое. Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.

Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.

Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.

Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие, если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг, поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
[Всего голосов: 1 Средний: 2/5]svarkaed.ru