
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Методы создания форм
• Сплошная заливка

Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.
• Разрезная форма

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
• Двухсоставная форма

Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»

Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков

Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.

Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

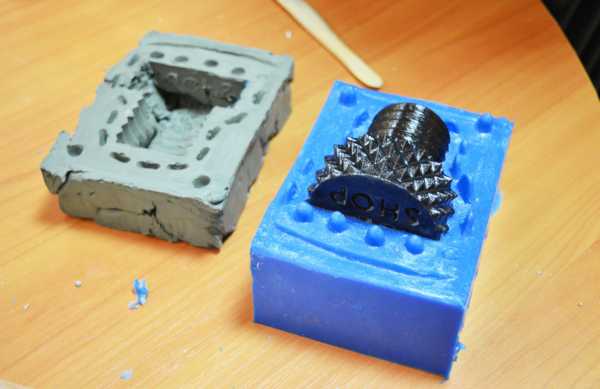
Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.




Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.

Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.

Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
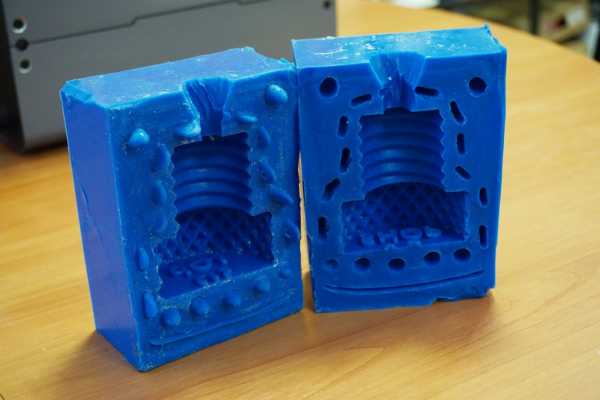
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
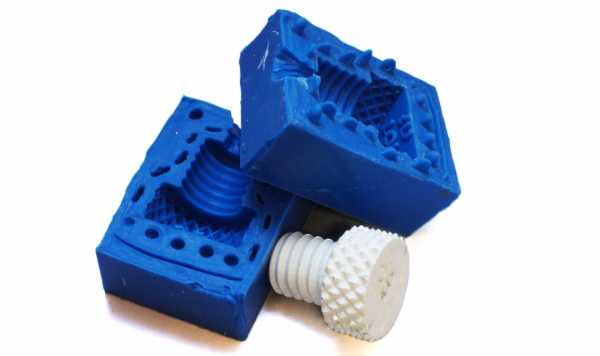
Модель готова. Переданы абсолютно все детали оригинала.
Заключение
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.

habr.com
Литье пластмасс в домашних условиях – изготовление матриц и пресс форм
В настоящее время популярными стали изделия из пластмассы. Пользоваться ими удобно и практично. Литье пластмассы в домашних условиях – это хорошая идея для открытия своего бизнеса или просто для свободного времяпрепровождения. Хорошо сделанные изделия элегантно и интересно смотрятся, а также их просто содержать в порядке.
Помимо этого, они обладают необходимой прочностью. Чтобы наладить производство такого рода на территории частного владения, необходимо усвоить пару простых правил.
Подготовка материала
В первую очередь необходимо найти пластиковый лом, для изготовления будущего изделия. Это не проблема, так как такого сырья в современном мире огромное количество сломанных вещей, бутылок и другого лома из пластика.

Лом пластиковых ящиков
Однако, необходимо учесть тот факт, что каждый вид пластмассы отличается своим температурным режимом плавления.
Именно поэтому для литья конкретного изделия необходим один вид лома. Смешение нескольких разновидностей изделий из пластмассы даже при изучении его температуры плавления, при отливе часто провоцирует появление пузырьков в продукции.
Лучшим вариантом в таком случае является купить жидкую пластмассу в магазине или заменить ее на диоксидную смолу, это позволит получить качественное изделие, которое прослужит долго. А также дополнительно понадобится ряд вспомогательных средств:
- емкость для плавки;
- силикон;
- литол.

Пары пластмассы ядовиты, они обладают высокой токсичностью. Необходимо соблюдать осторожность при изготовлении изделий в домашних условиях.
Форма
Для приготовления изделия в домашних условиях, прежде всего, необходимо соорудить модель. В первую очередь следует определиться с материалом для изготовления пресс формы. Для этого подойдут следующие материалы:
- дерево;
- пластилин;
- гипс и другие.
Затем следует пройти изготовление матриц для литья, которые и будут непосредственно использоваться для отлива. Форму необходимо обмазать литолом или любой другой смазкой.
Если выбор пал на силиконовые формы, то необходимо учесть, что это вещество работает с коэффициентом более 200%. А также необходимо обратить внимание на его вязкость, чем она меньше, тем точнее получится пресс форма.

Форма для литья силиконовая
Заливка детали
Литье пластиков своими руками напрямую зависит от того материала, который мастера выбрали для изготовления будущей конструкции.
Смолы и жидкие пластмассы хорошо подойдут для приготовления, но они обладают различной степенью вязкость у них, поэтому прослужат они разное время. Все параметры следует изучить в инструкции при покупке.
Существуют рецепты приготовления пасты в домашних условиях, они требуют от мастера щепетильности и скрупулезности во время формирования состава сырья. Для изготовления материала, следует смешать 5 частей мелких опилок с 2 частями талька. Залить массу столярным клеем (его консистенция обязана отвечать состоянию сметаны).
Все тщательно перемешивается для получения теста одной консистенции.
Есть еще один хитрый ход: следует добавить 0,5 части алюминиевых квасцов, они предотвратят появление плесени на тесте, а пластичность при этом увеличивается в несколько раз.
Процесс приготовления теста для литья своими руками трудоемкий, он требует отличных знаний по этой теме. Именно поэтому многие начинающие заливщики, отдают свое предпочтение готовым смесям.
Литье пластмассы в домашних условиях
Ход работы
Отливка происходит в несколько этапов:
- Необходимо взять пресс-форму и тщательно ее очистить. После предварительной подготовки она обязана быть полностью очищенной и высушенной. Все остатки материала после подготовительных мероприятий необходимо убрать.
- Если необходимо придать будущему изделию оттенок, необходимо добавить в состав для литья пару капель краски. Водяные краски для этого не подходят.
- Подготовительная дегазация смеси не требуется. Все дело в том, что в домашних условиях продолжительность функционирования невелика. А чтобы удалить лишние пузырьки воздуха из небольших изделий, придется приложить силу давлением и убрать их самостоятельно.
- Аккуратно перемешайте состав для заливки и заполните пресс-форму шаблона.
- Заливается все медленно небольшой струйкой.
- Смесь заливается до полного заполнения объема, задевая небольшой участок доли канала для литья. Дело в том, что после дегазации, объем материала уменьшится и станет необходимый для литья.
- Заключительный этап – охлаждение будущей конструкции.

Пластик заливается в форму после чего ему нужно дать постепенно остыть
Для получения качественного изделия шаблон необходимо остужать постепенно.
Бизнес-идеи
Если мелкий производитель решил выйти на широкий масштаб производства, стоит задуматься об открытии собственного дела.
Попробовав свои силы на дому, следует составить бизнес-план, зарегистрироваться, как индивидуальный предприниматель и начать воплощение своей мечты в реальность.
Но покупка оборудования не обойдет предпринимателя стороной. Да и тяжело отливать формы для производства массы изделий собственноручно. Необходимо готовить первые изделия и продавать их, а на полученные средства купить определенный станок для литья пластмасс, пресс.
Как сделать процесс литья пластмассы прибыльным в своем регионе? Семь простых правил отливки позволят приготовить качественное изделие, которое будет интересно смотреться, а также радовать глаз. А со временем предприниматели смогут задаться вопросом о расширении своих навыков и обустройстве личного бизнеса.
Видео: Литье пластмассы в домашних условиях
promzn.ru
Домашнее литье пластмасс под давлением
Этот видео урок канала очумелецТВ о том, как осуществлять литье пластмассы в домашних условиях. Расплавленная пластмасса не бывает полностью в жидком состоянии. Это густая масса, поэтому её льют под давлением. Чтобы создать его, мастер сделал металлический шприц. Использовал сантехнический сгон. Поршень. Направляющая.
Твердая пресс-форма. Из эпоксидной смолы. Изготавливать винтовой барашек. В качестве сырья использовал полипропилен. От старого ящика. В домашних условиях лучше лить полипропилен и полиэтилен, так как эти пластмассы нетоксичные.

При нагревании они не выделяют вредных продуктов. Мелкие кусочки заполняем в шприц. Ставим в духовку она 220-240 градусов. Деталь простая, поэтому пластик не стоит сильно перегревать. Пока греется пластик будем собирать пресс-форму.
Сначала закрепим болт на нужное расстояние. Достаточно потянуть руками, здесь не нужен гаечный ключ. Давление не столь высоко. Чтобы болты не ходил туда сюда, используем крышечку. Материал дсп. Устанавливаем крышку и стягиваем гайками. В отверстие будем заливать пластик.
Прошло 30 минут. Одеваем специальные перчатки, достаем шприц. Быстренько накручиваем. Надавим, чтобы выдавить пластмассу. Устанавливаемых поверх пресс-формы. Давим. Выдерживаем определенное время. Необходимо держать под давлением, чтобы усадка была минимальная.
Разберем форму и посмотрим, какое получилось изделие.


Видно, что всё пролилось. Извлекаем. Деталь получилась. Болт хорошо залился, сидит прочно. Выступы можно обрезать. Так можно делать литье полипропилена и др. в домашних условиях. Это самый примитивный кустарный способ. Чтобы можно было быстро и легко отлить изделие.
Изготовление пресс-формы
Далее смотрите видео о том, как сделать пресс-форму, чтобы лить пластмассу.
Станок для литья полипропилена
Автор канала ОумелецТВ показал изготовленный своими руками станок для домашнего литья пластмассы. Он электрический. Поршень ручной. Термостат для точного контроля температуры. На видео показана его испытания. Для этих целей он будет лить нейлон или полиамид. Есть еще одно название – капрон. Из нейлона обычно делают крестовины для стульев. Как раз такая нашлась у мастера, он её раскрошил. Перед применением кружку нужно просушить при температуре до 100 градусов. Это нужно делать в течение 2-4 часов.

Загрузим гранулы в станок. Установим 250 градусов. Это оптимальная температура для литья полиамида. Подождем, когда наберется необходимое градусы. Потом установим поршень. Станок вышел на оптимальный режим, индикаторная лампочка горит. Теперь нужно подождать 5 минут, чтобы пластик полностью прогрелся изнутри.
Полиамид нагрелся. Ставим его на пресс-форму. Вдавливаем. Делаем выдержку под давлением. Видно, что он залился. Дадим ему немного остыть. Теперь разбираем пресс-форму. Училась пластмассовое изделие. Как видите, усадки нет.
Станок для литья пластмассы дома
Далее видеоматериал, объясняющий, как изготовить станок для литья пластмассы. Что для этого потребуется в домашних кустарных условиях? Шток с поршнем. Труба на три четверти в качестве цилиндра. Полдюймовой переходник на 3/4 трубу. Штуцер, срезанный для удобства. Металлическая прокладка со слюдой для изоляции. Термостат. Он регулирует температуру до 350 градусов. Тен на 600 ватт. Две гайки и коробка для крепления термостата. Одеваем переходник. Закручиваем шайбу.
Для того, чтобы нихром не сползал вниз.

Начинаем собирать блок управления. Потом прикрепим термопару от термостата к корпусу цилиндра. Автор не стал показывать, как он будет все это собирать, но представил схему. На фото устройства показано в сборе.

Крепим блок управления к шприцу. Затягиваем гайками. Термопары по длине достаточно. Теперь нужно закрепить. Слюда для предотвращения проскакивания термопары через керамические изоляторы. Для перематывания используется не просто нить, а кремнеземная. Она жаростойкая, то есть не горит, не плавится. Можно использовать асбестовый шнур. Но поскольку его не было в наличии у мастера, пришлось покупать кремнеземную.
Обматываем ТЭНом. Далее можно использовать минеральную вату или асбестовую ткань. Необходимо для избежания теплопотерь. Мастер использовал минвату от старой духовки. Алюминиевым проводом зафиксировал. Сборка закончена. Можно проводить испытания под давлением.
Выставляем термостат на 100 градусов. Посмотрим, как в этом режиме дома будет работать станок.
izobreteniya.net
Литье пластмасс в домашних условиях
Конечно, при изготовлении пластиковых деталей вы можете обрезать и оттачивать каждую из них вручную, но данная методика весьма несовершенна: она занимает много сил, а получить два абсолютно одинаковых изделия невозможно. Поэтому в данном материале вы узнаете, как осуществить литье пластмасс в домашних условиях.

Что нам может понадобиться
Для собственноручного литья пластмассы нам не нужно каких-либо особенным инструментов или материалов. Шаблонную модель, своего рода матрицу, мы можем сделать практически из чего угодно — из металла, картона или же дерева. Но вне зависимости от того, какой вариант вы выбрали, его в любом случае необходимо пропитать специальным раствором еще до начала работы. В особенности это касается дерева и бумаги, ведь они активно впитывают влагу и для предотвращения этого процесса нам нужно заполнить поры, желательно жидким воском.
Силикон.
Если мы остановились на этом варианте, то следует покупать его с наименьшей вязкостью — это поспособствует лучшей обтекаемости детали. Разумеется, результаты будут более точными. На современном рынке присутствует великое множество его сортов, и сравнивать их между собой не имеет смысла: у нас нет для этого ни времени, ни возможности. Можем лишь с уверенностью сказать, что для обмазки идеально подойдёт герметик для автомобилей, желательно красный. С ним лить пластмассу на дому будет значительно проще.
Определяемся с литьевым материалом
Честно говоря, материалов для литья существует еще больше, чем силиконовых сортов. Среди них есть и жидкая пластмасса, и обычный гипс, перемешанный с клеем ПВА, и даже полиэфирная смола. Несколько меньшей популярностью пользуются вещества для холодной сварки, легкоплавящиеся металлы и так далее. Но в нашем случае мы будем основываться на некоторых других характеристиках веществ для литья:
- Срок их работы.
- Вязкость.

Касательно первого пункта, то он обозначает время, на протяжении которого мы можем осуществлять манипуляции с еще незатвердевшим материалом. Конечно же, если изготовление пластмассовых изделий происходит в заводских условиях, то двух минут будет более чем достаточно. Ну а нам, делающим это дома, необходимо как минимум пять минут. И если случилось так, что подходящих материалов вы не смогли достать, то их вполне можно заменить простой смолой эпоксидной. Где ее искать? В автомагазинах или же в магазинах для поклонников авиамоделирования. Кроме того, такая смола нередко встречается в обычных хозяйственных магазинах.
Делаем разрезную форму
Подобная форма идеально подойдет для того, чтобы лить пластмассу своими руками, ведь в нее можно заливать необычные типы смол. Маленькой хитростью подобной методики можно считать то, что на предварительном этапе всю поверхность модели нужно обработать силиконом, а затем, после того, как материал целиком затвердеет, матрицу можно обрезать. После этого мы извлекаем ее «внутренности», которые пригодятся нам для дальнейшей отливки. Дабы нам подошла форма, следует нанести трехмиллиметровый слой герметика, после чего мы просто ждем, пока материал затвердеет — обычно на это уходит два часа. При этом наносить его желательно кисточкой. Нанося первый слой, мы должны попытаться заполнить материалом все неровности или пустоты, дабы впоследствии не образовывались воздушные пузыри.

Как происходит процесс литья
Первый шаг.
Берем форму для литья и тщательно ее очищаем — она должна быть сухой и чистой. Все остатки материала, оставшиеся после предварительных процедур, обязательно следует удалить.
Второй шаг.
Если возникнет необходимость, мы можем несколько изменить цвет нашего состава: для этого нужно всего лишь добавить в него одну капельку краски, но ни в коем случае не водяной (у жидких пластмасс к ним личная неприязнь).
Третий шаг.
Нет необходимости в проведении дегазации нашей литьевой смеси. Это можно объяснить тем, что литье пластмасс в домашних условиях изначально предусматривает относительную непродолжительность ее «жизни». Вместе с тем, для того, чтобы извлекать пузырьки воздуха из малогабаритных изделий, на необходимо всего лишь собственноручно вывести их после заливания.
Четвертый шаг.
Тщательным образом перемешиваем все необходимые составляющие и заливаем ее в форму шаблона медленно, тонкой струей. Это следует делать до тех пор, пока смесь не заполнит собой весь объем и еще некоторую долю канала для литья. И вскоре, когда произойдет процедура дегазации, объем этого материала значительно уменьшится и станет таким, какой нам и нужен.

И последний совет: для того чтобы качество модели было высоким, охлаждать шаблоне нужно постепенно, не спеша. Итак, соблюдайте все инструкции и все у вас получится!
boldproject.ru
Литье в силиконовые формы пластмасс, пластика и полиуретана
Литье пластмассы в форму из силикона – одна из технологий получения готовых пластмассовых изделий. Она отличается от промышленного производства малым количеством получаемого готового продукта. Мелкосерийное литье пластмасс является более дешевым (в сравнении с другими способами производства) и позволяет получать готовые изделия такого же вида, как оригинал.
Необходимые материалы
Заливка пластмассы в форму
Перед началом заливки, необходимо подготовить материалы, которые будут использоваться в процессе. В первую очередь нужно иметь силикон. Именно из него изготавливается форма, в которую в последующем будет заливаться пластмасса. Подойдет силиконовый герметик, отличающийся низкой стоимостью.
Однако для создания пластмассовых изделий лучше выбрать двухкомпонентный продукт. Такое вещество изначально производиться для изготовления формочек. Следует обратить особое внимание на вязкость материала – чем она меньше, тем лучше будет происходить заливка.
Материалом для заливки выступает пластмасса. При ее выборе нужно ориентироваться на срок работы и, как и в предыдущем случае, на параметр вязкости. Под сроком работы подразумевается время, в течение которого материал затвердеет и, соответственно, производить дальнейшие работы с ним станет невозможно. Для литья в домашних условиях необходимо подбирать продукт, затвердевающий не менее пяти минут (на больших производствах используются материалы, остывающие за две минуты).
Кроме вышеозначенных компонентов, понадобится также состав для разделения и пластилин. В случае использования двухкомпонентного силикона, состав необходим только для разделения половинок формочки. Пластилин же является строительным материалом.
Таким образом, перед тем как осуществлять литье полиуретана, нужно подготовить:
- силикон;
- саму пластмассу;
- состав для разделения;
- пластилин.
После того как все элементы будут собраны, можно начинать. Первый этап – создание силиконовой формочки, в которую будет вливаться материал.
Создание формы
Перед тем, как создавать формочку, следует убедиться в том, что все выбранные компоненты подходят. Так, силикон должен хорошо сниматься, в противном случае придется применять разделительный состав.
Время затвердевания пластмассы должно быть достаточным для проведения всех работ. После тщательной проверки можно начинать создание емкостей для литья в силиконовые формы. Если же пропустить этот подготовительный этап, можно испортить оригинал, копию которого нужно сделать.
Весь процесс создания силиконовой формочки состоит из следующих этапов:
- Необходимо подготовить плоскую поверхность. Далее по ней следует распределить пластилин (ровным слоем) и сильно вдавить в него деталь, копию которой нужно произвести.
- После следует хорошо придавить пластилин к вдавленной детали. Это позволит отпечататься на нем всем выпуклостям, которые есть у оригинала. Важна плотность прилегания пластилина к детали, поскольку при ее отсутствии силикон в будущем может затечь под него.
- Далее изготавливаются пластилиновые стенки (на расстоянии не менее пяти сантиметров от детали). В полу образовавшейся формы проделывается несколько несквозных отверстий.
- Следующий этап – приготовление силикона. Если он двухкомпонентный, необходимо смешать густую белую массу с катализатором в соотношении десять к одному. Делать это лучше в перчатках. Следует избегать попадания силикона на открытые участки тела.
- Готовый силикон заливается в ранее изготовленную емкость. Заливать вещество необходимо в медленном темпе. После того как емкость будет заполнена, следует дать веществу остыть. В зависимости от вида силикона, это может занять от десяти минут до часа.
- Когда вещество засохнет, необходимо снять с него весь пластилин. Сначала удаляются стенки, после этого пол.
- После приготовления первой части формочки, необходимо создать вторую. Для этого следует поставить готовую половину на плоскую поверхность и построить стенки из пластилина, которые должны возвышаться над готовой деталью не менее чем на пять миллиметров. После этого – повторить все действия. Для того чтобы половинки не склеились, необходимо покрыть силикон первой детали составом для разделения.
Изготовление силиконовых форм для литья на этом заканчивается. Можно переходить к заливке.
Заливка
Наиболее простым методом является обычная заливка пластмассы в ранее подготовленную силиконовую форму. Его можно использовать в домашних условиях и получать изделия приемлемого качества. Однако вакуумное литье является более качественным. Дело в том, что во время заливки вещества образуются пузырьки с воздухом. Они могут испортить вид готового изделия.
Чтобы убрать мешающие пузырьки, можно воспользоваться установками высокого давления. Для этого необходимо сначала залить вещество, а после этого поместить ее в специальную камеру. Последняя создает давление в четыре атмосферы. Это позволит уменьшить пузыри с воздухом до такого размера, когда они станут невидимыми для невооруженного взгляда. Для достижения эффекта нужно держать формочку в установке до того момента, пока полиуретан полностью не засохнет.
Центробежное литье в силиконовые формы позволяет создавать полые изделия. Суть метода заключается в том, что после заливки пластмассы в емкость (завивается не более десяти процентов от объема), ее вращают по всех осях. Делать это можно как вручную, так и при помощи специального аппарата. При таком способе отливки материал затвердеет на стенках формы. Внутреннее пространство при этом останется пустым.

Центробежное литье
Дальнейшие действия
После заливки и затвердевания вещества, формочку аккуратно снимают. Если она была зафиксирована при помощи описанных выше отверстий, сделать это будет несложно. Использовать формочку можно ограниченное количество раз. В среднем допустимо готовить изделия в одной форме не более тридцати – сорока раз. После этого рекомендуется создать новую заготовку.
Следует учесть, что мелкосерийное литье пластмасс не может похвастаться высоким уровнем производительности. Таким способом можно создавать ограниченное количество готовых деталей. Для промышленного производства используются специальные устройства, объединяющие в себе все, или почты все процессы, описанные выше.
Таким образом, литье пластика в силиконовые формы – довольно простая процедура. Перед ее осуществлением нужно подготовить все необходимые материалы и создать соответствующую емкость, в которую будет заливаться пластмасса. Существует несколько способов заливки, различия между которыми заключаются в качестве готового изделия и количестве используемого для его изготовления материала.
Видео по теме: Литье пластика в силиконовые формы
promzn.ru
Как сделать жидкий пластик своими руками? Технология изготовления и область применения средства
Пластик является универсальным материалом Он нашел широкое применение в изготовлении разнообразных узлов и деталей как в промышленной, так и в бытовой технике. Изделия из него используют в оформлении интерьеров жилых помещений и офисов.
Разновидность материала, называемая жидким пластиком, позволяет создавать самые разнообразные по форме и размерам поделки. Это дает возможность воплощать в жизнь оригинальные дизайнерские решения. Как сделать жидкий пластик в домашних условиях?

Материалы для изготовления
Чтобы сделать жидкий пластик своими руками, необходимо подготовить следующее:
- контейнер из стекла или металла;
- ацетон;
- пенопласт.
При этом количество используемого ацетона зависит от желаемого объема готового средства.
Если вы хотите сделать жидкий пластик своими руками, рецепт его приготовления будет основан на растворении пенопласта в ацетоне. Для этого используют полистирольный пенопласт. Он является упаковочной тарой для различной бытовой и электронной техники.

Как сделать жидкий пластик своими руками
Пошаговый рецепт приготовления названного материала выглядит так:
- Открыть емкость с ацетоном и налить жидкость в стеклянный контейнер так, чтобы ее уровень от дна был равен приблизительно 1 см.
- Полистирольный пенопласт необходимо поломать на множество мелких кусочков, каждый из которых будет легко размещаться под толщей растворителя.
- Жидкий пластик своими руками можно сделать, опуская каждый кусок в контейнер и дожидаясь его полного растворения.
- Пенопласт следует добавлять в емкость до той поры, пока он перестанет плавиться. Затем нужно подождать 5-10 минут, чтобы неиспользованный ацетон испарился.
- После этого на дне контейнера образуется вязкая масса, которую можно использовать для производства разнообразных изделий.
Зная, как сделать жидкий пластик, помните, что полное затвердение массы продолжается 20-30 часов. Следовательно, изготавливаемую деталь нельзя извлекать из формы в течение данного промежутка времени.

Следует наносить вещество резиновым шпателем небольшого размера. Движения при этом должны быть плавными. Жидкий пластик необходимо растянуть на обрабатываемой поверхности. Если с его помощью заполняют щели, лучше использовать в работах кисти с жестким ворсом. Ими необходимо «проталкивать» смесь в зазоры. После застывания пластика рекомендуется нанести еще один слой вещества.
Описываемое средство давно продается в готовом виде. Его необходимо только разогреть на водяной бане или в специальном оборудовании. Также для этого часто используют строительный фен.
Как правило, жидкий пластик выпускают в плотных упаковках. Его сроки и условия хранения строгие. Температура в помещении, где он находится, не должна опускаться ниже 15 градусов. Иначе средство потеряет эксплуатационные характеристики:
- вязкость;
- эластичность;
- твердость после застывания;
- практичность;
- долговечность.
Стоимость жидкого пластика довольно высока. Именно поэтому лучше сделать его самостоятельно.
Меры предосторожности
Ацетон является весьма опасной жидкостью, которая крайне негативно воздействует на организм человека. Поэтому жидкий пластик своими руками разрешается изготавливать только при строгом соблюдении следующих мер предосторожности:
- Перед работой с ацетоном необходимо тщательно изучить инструкцию по его применению. Она указана на этикетке емкости.
- Следует использовать специальные герметичные защитные очки. Они уберегут глаза в случае попадания капель и испарений жидкости. Работа без них может привести к серьезным травмам глаз.
- Ацетон токсичен, поэтому пользоваться ним следует только в пределах хорошо проветриваемого помещения. При этом необходимо использовать средства защиты органов дыхания.
- Это легко воспламеняющееся средство. Поэтому жидкий пластик своими руками делают вдали от источников открытого огня. А при выполнении работ категорически запрещается курение.
- Остатки ацетона запрещается сливать в систему канализации.
- По окончании процесса, а также после заливки готового пластика в формы, необходимо тщательно вымыть руки.
Применения жидкого пластика в отделке
Для отделки средство используют давно. После его нанесения, на обрабатываемой поверхности возникает эластичная пленка. Она обладает высокой водонепроницаемостью и устойчивостью к ультрафиолетовому воздействию. Защищенный подобной пленкой материал не боится воздействия агрессивных моющих средств. Ровная поверхность обладает приятным блеском и сохраняет свои характеристики на протяжении многих лет.

Жидкий пластик в оконных работах
Большинство вновь установленных пластиковых окон в зоне соединений имеют зазоры. Чтобы исключить подобное явление все детали оконной конструкции, которые соединены между собой, обрабатывают описываемым веществом. Оно после высыхания создает на поверхности эластичную герметичную пленку. Нанесение жидкого пластика на окна своими руками возможно после изготовления материала по указанной выше методике.
Средство в антикоррозийной обработке
Жидкий пластик характеризуется и высокой степенью адгезии с обрабатываемой металлической поверхностью. Это свойство вещества стали использовать в антикоррозийной обработке стали. Жидкий пластик наносят на поверхность без предварительного грунтования. Он высыхает через несколько часов. После этого на поверхности образуется пленка, которая защитит материал от появления ржавчины.
fb.ru
Литье пластмасс в домашних условиях: изготовление деталей

Часто процесс эксплуатации различных изделий может привести к выходу из строя отдельных его пластиковых деталей – поломке или износу. Разрушение одного элемента влечет необходимость дорогостоящей замены целого узла или прибора. При этом существует возможность изготовления по образцу новой детали и восстановления работоспособности узла.

Одним из наиболее быстрых и точных видов получения изделий различной формы, содержащих те или иные части, является литье. О литье пластмасс сегодня и пойдет речь.
В отличие от производственного литья пластмассовых изделий, которое требует нагрева сырья до высоких температур, а так же создания большого давления при заполнении массой литьевой формы, в домашних условиях процесс выполняется значительно проще и не требует наличия специализированного оборудования.
В том случае, когда изделие имеет несколько одинаковых деталей, любая из сохранившихся может быть использована для последующего копирования. При единичности детали в механизме ее необходимо максимально приблизить до первоначального вида. Для этого отдельные части можно склеить любым подходящим клеем. Сточившиеся элементы детали можно восстановить, используя простой пластилин или холодную сварку.

Как изготовить форму для литья
После подготовки сломанной или изношенной детали к копированию приступаем к следующему этапу работы. Необходимо приготовить литейную форму. В нашем случае материалом для ее получения является специальный силикон. Он поставляется специализированными магазинами вместе со специальным веществом – катализатором, способствующим быстрому схватыванию массы. Кроме этого такой силикон отличает высокая вязкость, что препятствует образованию пузырьков воздуха, способных значительно ухудшить качество работы.
Чтобы изготовить подходящую литейную форму в домашних условиях, сделайте простейшую составную емкость, удобную для заливки силикона. Для этого возьмите кусок ровного картона и установите на него любой пластиковый цилиндр. При отсутствии подходящего варианта можно изготовить его из корпуса любого флакона от лекарств, моющих средств и других жидкостей. Во избежание выхода силикона из формы через щели между картоном и пластиковым корпусом, тщательно промажьте места стыка пластилином.
Приготовив приспособление для заливки, приступаем к изготовлению силиконовой смеси. Для этого на каждые 50 граммов жидкости необходимо добавить по 1 миллилитру катализатора. Не забудьте предварительно хорошо взболтать содержимое флакона с силиконом. Катализатор удобно отмерять простым медицинским шприцем без иглы, а основное вещество взвешивать в любой емкости на электронных весах, имеющих нужную градуировку. Получению необходимой консистенции поможет тщательное перемешивание смеси.
На дно литейной формы аккуратно уложите копируемую деталь так, чтобы она не касалась стенок сосуда и располагалась как можно ровнее. Дополнительной обработки поверхности детали, как правило, не требуется. После этого залейте готовую силиконовую массу и оставьте до полного застывания, которое происходит в течение 10 часов.

По истечении необходимого временного интервала аккуратно удаляем застывший силикон из формы, а из него копируемую деталь. После этого получаем упругую гладкую форму, готовую для дальнейшей работы.

Изготовление пластмассовой детали
Теперь можно переходить непосредственно к этапу изготовления пластиковой копии. Как отмечалось нами выше, домашний метод не требует каких-либо специализированных приспособлений для литья пластмасс. Предлагаем воспользоваться двухкомпонентным составом, который так же можно приобрести в специализированных магазинах, это могут быть жидкие пластмассы или эпоксидные смолы
Для получения необходимого состава для заливки литьевой формы необходимо смешать равное по массе количество каждого компонента. Советуем приготовить все инструменты и приспособления заранее. Это связано с достаточно быстрым схватыванием готовой смеси. Уже по истечении трех минут с момента смешивания вязкость состава значительно повышается и дальнейшее его использование становится невозможным.
Тщательно отмеренные компоненты перемешайте в любой удобной емкости и вылейте тонкой струйкой в подготовленную форму. Следите за равномерностью заполнения всего объема отливки и отсутствием пузырьков воздуха.

Окончательное застывание новой детали завершится примерно через час. После этого новое изделие необходимо аккуратно извлечь из формы. При необходимости поверхность копии может быть дополнительно обработана на наждачном круге, напильником или наждачной бумагой. Свойства используемого для работы материала близки к свойствам настоящих пластиков и не уступают многим из них по прочности.
Силикон, применяемый при изготовлении литейной формы достаточно долговечный и прочный материал. При аккуратном обращении с ним вполне можно изготовить несколько одинаковых деталей и получить хороший запас деталей, часто выходящих из строя.
Описанный нами способ и вид литьевой формы подходят для изготовления несложных деталей, не имеющих большого количества сложных элементов, расположенных под разными углами друг к другу. В противном случае возникает необходимость изготовления составных литейных форм, состоящих из двух половинок, изготавливаемых по отдельности. Изготовление литья в таких формах потребует обязательной дополнительной обработки готовой детали – зачистки литника, представляющего собой ободок, получаемый в месте стыка литьевых форм.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение 🙂
Статьи, которые Вам будут интересны:
nashakrepost.ru